
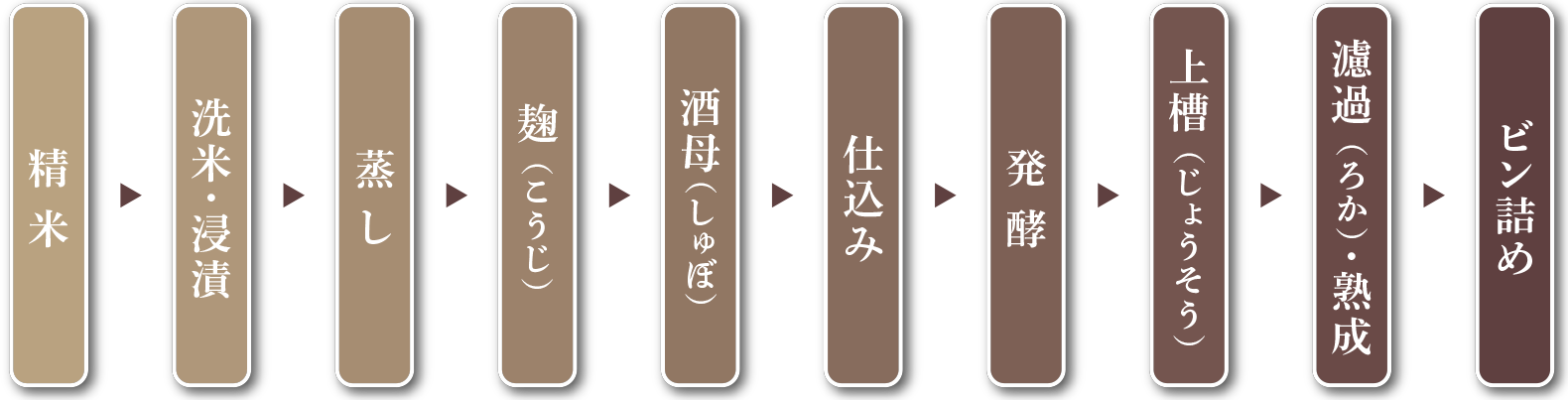
製造工程





「正直な酒を造る」創業以来の願いは、時が経ても変わることなく受け継がれ、時間をかけ、手間をかけ、ゆっくりと本物の酒が造られてきました。どんなに時代が進歩しても伝統的な酒造りの本質は今も昔も変わりません。
私たちの酒造りとは、米・麹・水の最高の素材だけを使用し、昔ながらの製法を守り、決して妥協しない酒造りを続けています。その答えが伝統的な三段仕込みです。弊社の製品は、大吟醸から本醸造に至るまで全製品、伝統的な三段仕込みで行い、米の持つやさしい甘味が感じられるお酒です。
そして、近年では大吟醸酒や純米大吟醸酒などの香りを重視する酒造りが多く行われていますが、弊社は日本酒とは蒸留酒ではなく醸造酒であるために、まずしっかりとした味や甘味のできに力を入れています。



弊社では地元佐賀にこだわり、全量佐賀県産米の山田錦・佐賀の華・レイホウ等の酒米だけを使用しております。
山田錦は、自社の田んぼで社員(蔵人)自らが作った米と、 契約農家と社員(蔵人)が一緒に作った酒米を使用しています。


米の胚芽や表層部の蛋白質、脂肪などを削り取って糠として取り除くことを精米といいますが、弊社では使用する酒米はすべて、原温原湿精米機で、自家精米しています。
これにより、高精白米でも割れにくく、原型精米を実現しています。
原温原湿精米機・・・高精白の精米では、米が高温になり水分が抜け、どうしても砕けてしまう米があります。
この事を無効精米と言います。
たとえば精白50%の白米でも無効精米が10%あると、本当の精米歩合は60%になります。
この本当の精米歩合を真精米歩合と言います。
表示50%の精米歩合を、真精米歩合50%に近づける精米機が原温原湿精米機です。


超音波による洗米
精米を終えた白米には表面に糠がついています。
それを除くために、白米を水で洗い、浸漬させ米に水分を吸わせます。
弊社では、水を張り超音波により小さな気泡が出ている洗米機に、白米を一気に投入し水流により洗米します。
時間が来れば一気に排水することによって、適度な水分を含んだ浸漬米が出来上がります。


洗米、浸漬という工程によって米に適度な水分を含ませた浸漬米を、やさしく丁寧に蒸しあげます。
外側が固めで、中が軟らかい外硬内軟と呼ばれる理想の蒸米です。
蒸しあがったお米は、仕込みに適した温度まで冷まします。


「一麹二酛三造り」と言われるほど、酒造りにおいて重要な鍵となる麹づくりです。
麹にも「酒母」をつくる時に使用する「酛麹」と、醪を仕込む工程で使用する「掛麹」があり、それぞれの目的にあった麹づくりが要求されます。
ほどよく冷やされた蒸米を、室温30℃の麹室(こうじむろ)に入れ、麹菌を均一にふります。
そこから48時間ほどじっくりと麹菌を繁殖させていきます。
弊社では、徹底した品温管理によってさまざまな酒質、用途に合わせた麹を、0.1℃単位の温度まで管理することにより高品質で生産しています。
麹菌が純粋に育つには、衛生管理も重要な要素で、毎日の器具の洗浄や、手指の洗浄にも気を付けています。


清酒とは蒸米と麹と水を発酵させ造られます。
醪の中では、麹によって糖化された蒸米の糖分を、酵母が食べアルコールと二酸化炭素を製成します。
そのため酒造りには、優良な酵母が大量に必要になり酒母(しゅぼ)と呼ばれる醪の酛(もと)を造り、酵母を増殖させます。
約12日で、優良酵母が大量に育った酒母が出来上がり、仕込みの時を待ちます。
弊社ではすべての酒母を、速醸酒母(そくじょうもと)と
呼ばれる製法で製造しています。


酒母が出来上がると仕込みの工程に入ります。
日本酒は本来、蒸米と麹を添・仲・留の3回に分けて仕込む、3段仕込みで仕込みます。
しかし、現在一般的には、4段仕込みが主流の仕込み方法です。
4段仕込みとは、添・仲・留の3段仕込みの後に、4回目の仕込みとして、米糠糖化装置や酵素剤などを使い、人工的に糖を作って、搾りの時に醪に投入し、アルコール分の高い原酒を大量に造る仕込み方法です。
弊社では、人工的に甘味を付加する米糠糖化装置や、酵素剤を一切使用せず、大吟醸から本醸造まで全製品伝統的な3段仕込みで製造しています。


仕込みが終わると、醪の管理は櫂入れ・検温・分析が主な作業になります。
櫂入れの目的は、醪を混ぜ合わせて品温を均一にする事と、醪から二酸化炭素を出して、発酵を促進させるという二つの目的があります。
朝の櫂入れ時に醪を少し採り、その濾液のアルコール度・日本酒度・酸度・アミノ酸度などを測定し、その結果をもとに醪の品温を決定します。
弊社では、醪の温度も0.1℃単位まで徹底的に管理しています。


発酵が終わると醪を清酒と酒粕(かす)に分けます。
ここの作業を上槽(じょうそう)又は搾りといいます。
弊社では、人工的に米を溶かす酵素剤や、米糠糖化装置などを一切使用せず、3段仕込みのみで甘口のお酒を製造しているため、本醸造酒でも大吟醸酒と同じ40%以上の粕歩合になります。
粕歩合とは粕歩合30%の場合、100㎏の白米から30㎏が酒粕になり、70㎏がお酒になります。


搾り終えた酒は、濾過(ろか)をします。
きれいにになった清酒にも、麹の酵素や酵母が残っておりそのままにしておくと、酒質はどんどん変わっていきます。
そのため、65度まで加熱し酵母や、酵素の力を失活させ酒質の安定化をはかります。
その作業を火入れと呼びます。
火入れが終わると、蔵の中で約半年間熟成します。


蔵の中で半年間熟成したお酒は、ビン詰めされ出荷の時を待ちます。
東長(過去10年間の平均)と全国平均での酒化率の違い
※全国平均値:平成25年度清酒製造状況表(速報値)より抜粋
| 銘柄 | 酒別 | 粕歩合(%) | 酒化率 | 原酒アルコール分 | 原酒日本酒度 |
|---|---|---|---|---|---|
| 大吟醸東長 | 大吟醸酒 | 40.4 | 322.7 | 18.1 | +3.9 |
| 全国平均値 | 吟醸酒 | 36.5 | 355.0 | 18.8 | +3.8 |
| 褒紋東長 | 純米吟醸酒 | 40.4 | 334.6 | 17.2 | -6.6 |
| 全国平均値 | 純米吟醸酒 | 35.9 | 368.0 | 17.5 | +1.7 |
| 慶紋東長 | 特別純米酒 | 41.9 | 329.0 | 17.5 | -6.4 |
| 全国平均値 | 純米酒 | 28.3 | 383.0 | 18.1 | +1.5 |
| 純米東長 | 純米酒 | 31.0 | 358.0 | 17.8 | -4.6 |
| 全国平均値 | 純米酒 | 28.3 | 383.0 | 18.1 | +1.5 |
| 特撰東長 | 本醸造酒 | 48.6 | 268.3 | 18.0 | -12.0 |
| 全国平均値 | 本醸造酒 | 28.7 | 369.0 | 19.7 | +3.4 |
| 金紋東長 | 本醸造酒 | 45.0 | 281.9 | 18.4 | -11.0 |
| 全国平均値 | 本醸造酒 | 28.7 | 369.0 | 19.7 | +3.4 |
| 丸平東長 | 本醸造酒 | 45.0 | 287.4 | 18.5 | -7.4 |
| 全国平均値 | 本醸造酒 | 28.7 | 369.0 | 19.7 | +3.4 |
粕歩合とは:
原料の米に対する酒粕の重量の割合の事を言います。
例としまして、粕歩合30%とは100㎏の白米から30㎏が酒粕になり、あとの70㎏分はお酒になるということです。
この事から粕歩合が高ければ高いほど贅沢なお酒だといえます。
酒化率(原料利用率)とは:
白米1t当たりの純アルコール収得量をいいます。一般的に吟醸酒など、良質なお酒であるほど、酒化率は低いと言われています。